六玄网132432玄武版-六玄网lkjw1-六玄网132432-六玄网77492-六玄网1490888全国销售热线:13383728374 (韩经理)
六玄网132432玄武版-六玄网lkjw1-六玄网132432-六玄网77492-六玄网149088824小时在线微信:13383728374
QQ:2926405965
E-mail:2926405965@qq.com
网址:hzzhnt.com
1688店铺:https://sygcxs.1688.com/
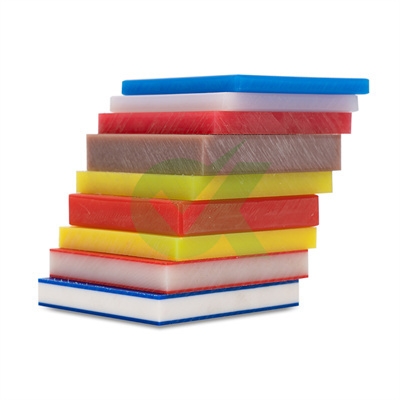
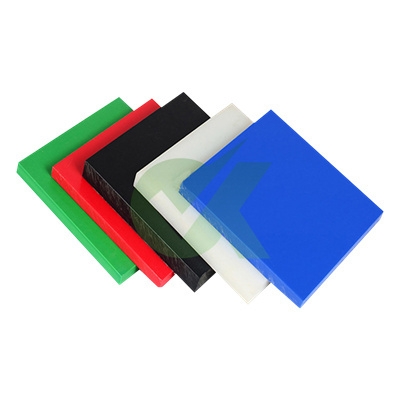
超高分子量聚乙烯板的垫块用途
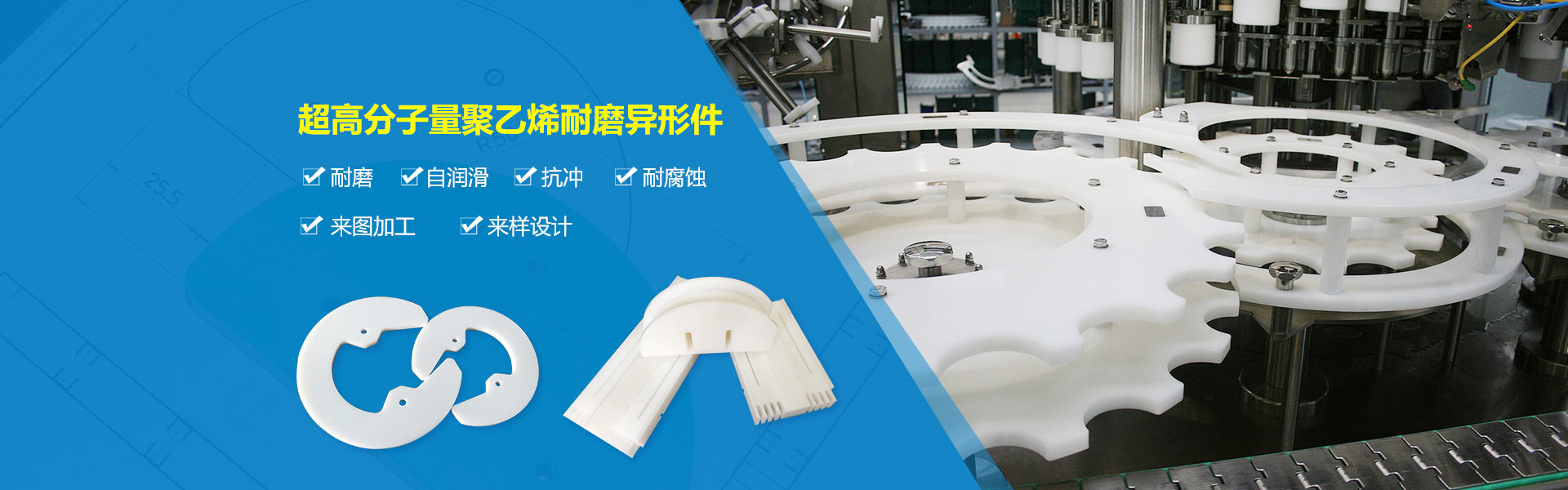
限制烧结是超高分子量聚乙烯(UHMW-PE)原始的加工办法。此法出产功率颇低,易发作氧化和降解。为了进步出产功率,可选用直接电加热法。选用叶片式混合机,叶片旋转的大速度可达150m/s,使物料仅在几秒内就可升至加工温度。挤出成型设备主要有柱塞挤出机、单螺杆挤出机和双螺杆挤出机。双螺杆挤出多选用同向旋转双螺杆挤出机。

高分子量聚乙烯(UHMW-PE)的自光滑挤出(打针)是在其间增加适量的外部光滑剂,以下降聚合物分子与金属模壁间的冲突与剪切,进步物料活动的均匀性及脱模作用和挤出质量。外部光滑剂主要有高档脂肪酸、复合脂、有机硅树脂、石腊及其它低分子量树脂等。挤出(打针)加工前,首先将光滑剂同其它加工助剂一同混入物猜中,出产时,物猜中的光滑剂渗出,构成光滑层,完成自光滑挤出(打针)。
将70份石蜡油、30份超高分子量聚乙烯(UHMW-PE)和1份氧相二氧化硅(高度涣散的硅胶)混合造粒,在190℃的温度下就可完成顺畅挤出(打针)。超高分子量聚乙烯(UHMW-PE)的共光滑挤出(打针)有两种状况,一是选用缝隙法〔5、6〕将光滑剂压入到模具中,使其在模腔内外表和熔融物料间构成光滑层;二是与低粘度树脂共混,使其作为产品的一部分。

出产超高分子量聚乙烯(UHMW-PE)薄板时,由定量泵向模腔内运送SH200有机硅油作光滑剂,所得产品外观质量有明显进步,特别是因为挤出变形小,增加了拉伸强度。